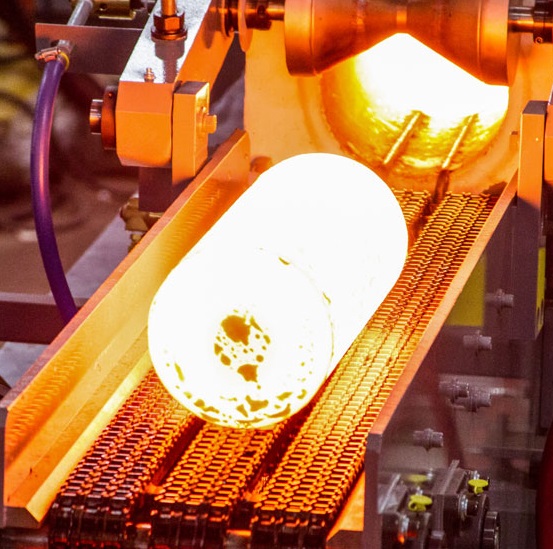
♦We Follow Our Standard Procedure For Every Material Which We Procured From Steel Suppliers. First We Do Metallurgical Testing Like Chemical Test , Macro Inclusion , UT Of Rolled Round Bar Procured From Suppliers. All Testing Held By In-House / NABL approved Laboratory .
♦Round Bar Are Identified By Color Code On Both End Of The Bar. We Always Purchase Material Form Oems Approved Source Like ISMT , JSW , Gardau , Bhushan Power & Steel , Jayswal Neco , VSP Etc.